

1. 서 론
1.1 연구의 배경 및 목적
1.2 연구의 범위 및 방법
2. 이론적 고찰
2.1 BIM 매개변수
2.2 Adaptive component
2.3 비정형 패널공사
3. BIM 매개변수 활용 프로세스 도출
3.1 비정형 패널공사 프로세스 개선방안
3.2 형상 최적화
3.3 패널 최적화
3.4 형상 정보 DB화
3.5 매개변수 연동 및 Adaptive component
3.6 관리 측면에서 BIM DATA 활용 방안
4. 프로세스 적용
4.1 프로젝트 개요
4.2 패널 최적화 프로세스 적용
4.3 BIM 전환 프로세스 적용
5. 결론
1. 서 론
1.1 연구의 배경 및 목적
1990년대 이후 3차원 기반의 CAD(Computer Aided Design) 기술이 발전함에 따라 비정형 형상의 설계는 대형 건설 프로젝트를 중심으로 발전했으며, 최근 이러한 비정형 설계에 대한 시도는 국내 중소규모 건축물까지 확장되고 있다(Jung, 2014; Ryu, 2013). 비정형 건축물은 3차원의 자유로운 기하학적 형상을 포함하고 있고, 그 형태를 개념화하기 위해 설계자는 NURBS (Non-Uniform Rational B-Splines: 비균일 유리 B스플라인) 기반의 CAD를 활용하고 있다. 설계자에 의해 구현된 비정형 형상은 전통적인 2D 방식으로는 필요한 정보를 구축하거나 추출하기 어렵고, 설계자에 의해 생성된 3차원 모델에 포함된 형상 정보가 시공 단계에서 연속적으로 활용되지 않으면 시공성 및 경제성이 저하되는 요인으로 작용한다(Jung, 2014).
이에 최근 비정형 건축물의 시공 단계에서 품질 및 시공성 향상을 목적으로 BIM(Building Information Modeling) 기술과 제조 기술을 접합한 Digital fabrication, DfMA(Design for Manufacturing and Assembly)와 같은 비정형 형태의 구현 시스템에 대한 연구 및 시도 사례는 증가하고 있는 추세이다(Chen et al., 2015). 하지만 증가하는 비정형 설계 추이와 구현 기술의 연구에 비해 여전히 3차원 기반 NURBS로 구현된 형상 정보의 연속적 활용 및 BIM 전환 과정에 대한 표준화된 시스템은 부족한 실정이며, 해석되지 않은 정보로 인해 공사 도중 시공 품질이 저하되거나, 예상치 못한 추가 투입 물량으로 인해 공사비가 증가하는 문제가 발생하고 있다(Ryu and Kim, 2016).
특히 알루미늄 패널로 설계된 비정형 건축물의 경우 규격화되어 있는 금속 원자재의 절단 가공을 기반으로 제작되기 때문에 기존 설계된 기하학적 형태를 제작하고 시공할 수 있도록 패널 최적화 과정을 거쳐야 한다. 이 과정에서 외피의 곡률이 변하거나, 구조체와의 결합을 위한 부위 요소가 추가되는 등 설계된 외피의 형상이 변하게 된다(Lim and Ock, 2014). 또한, 패널화 방식에 따라 실제 투입되는 스페이스 프레임, 부속재, 긴결재와 같은 부재요소와 스페이스 프레임과 구조체 간의 결합 위치 및 방식이 결정되는데, 이에 대한 프로젝트 전반에 걸친 면밀한 검토와 관리가 수반되지 않으면 부재 간 간섭이 발생하거나 물량이 증감하는 원인이 된다(Ham et al., 2018). 특히, 정해진 공기를 맞추기 위해 외장 패널과 스페이스 프레임 및 부속재, 긴결재를 분리하여 발주하게 되는데, 이러한 방식은 추후 설치 단계에서 시공 품질 저하 요인으로 작용한다(Kwen et al., 2011).
따라서 본 연구에서는 현행 비정형 건축물의 단계 전환 및 발주 프로세스의 문제점을 분석하고, 이를 해결하기 위해 BIM 매개변수 기반의 3D 형상 정보의 연속적 활용 프로세스를 제안한다. 또한, 실제 비정형 건축프로젝트에 적용하여 그 효과를 평가하며 추후 BIM을 활용한 비정형 건축프로젝트의 통합관리 시스템과 관련된 기초 자료 및 시사점을 제공하고자 한다.
1.2 연구의 범위 및 방법
본 연구는 기존 2차원 CAD를 기반의 중소규모 건설업체에서의 3차원 비정형 건축물 발주 프로세스의 문제점 및 한계점을 고찰하고, BIM 매개변수 기반의 3D 형상 정보의 연속적 활용 프로세스를 제안하였다. 또한, 비정형 건축물 프로젝트에 적용해봄으로써 가능성을 실증하였다.
본 연구의 구성은 다음과 같다. 발주단계의 프로세스를 분석하기 위해 해당 단계에 있는 비정형 건축프로젝트를 선정하였다. 선정된 프로젝트에 투입된 건설업체의 시공 및 원가분석 담당 전문가와의 인터뷰를 통해 전통적인 업무 프로세스의 고찰을 진행하였다. 또한, 해당 프로세스를 적용한 성과물 등에 대한 자료를 수집하였다. 이를 통해 전통적인 중소규모 건설업체의 업무 프로세스로 인해 주로 발생하는 건축물의 시공 오류 부위를 특정하여 품질 저하 요인을 분석하고 구체적인 목표를 도출할 수 있었다. 다음으로 고찰한 정보를 바탕으로 현행 업무 프로세스로 인한 문제점을 해소할 수 있는 패널화 프로세스를 구축하였다. 구축한 프로세스에 필요한 형상 제어 위주의 패널화 최적화 알고리즘을 개발하였다. 다음으로 항목화된 오류 요인의 감소를 목적으로 설계단계에서 시공 단계로 전환되는 시점에 BIM 기반의 비정형 패널 실시 모델 취득을 위한 주요 매개변수를 규정했고, Adaptive component(적응형 요소)의 개념을 기반으로 BIM 전환 및 부자재 설계 자동화 프로세스를 개발하여 이를 통합하는 프레임워크를 구성하였다. 마지막으로 이를 실제 비정형 건축물 프로젝트에 적용하여 그 실효성을 비교 분석하였다.
단, 본 연구는 3D CAD 및 BIM 접근성이 상대적으로 낮은 중소규모 건설업체에 적용 가능한 BIM 기반 비정형 건축물 패널 발주 프로세스 제안으로 범위를 한정했고, 형상 정보의 연속적 활용을 통한 문제점 개선 방법론 도출을 중점적으로 연구를 진행했다.
2. 이론적 고찰
2.1 BIM 매개변수
매개변수는 디지털 도구를 활용한 형상 정보와 속성 정보에 포함된 수치를 활용해 모델 생성에 있어 객체와 정보간 상호 관계성을 부여할 때 입력하는 변수값이다. BIM(Building Information Modeling)은 속성 정보와 형상 정보가 요소 간 유기적으로 연결되어 있어 프로젝트 생애주기 동안 발생하는 정보를 효율적으로 관리하는 과정을 말하는데, 이 과정에서 활용하는 도구가 파라메트릭(Parametric) 엔진이다(Kim and Lee, 2016).
BIM 모델에 포함된 모든 객체는 형상을 구성하는 폭, 길이, 높이, 두께 등이 매개변수(Parameter)로 구성되어 있다(Kim, 2016). 현행 건설 공사에서 활용되는 BIM의 매개변수는 건축물에 생애주기에 따라 나뉜다. 설계단계에서는 건축물의 형상 정보 간 관계를 규정하고, 시공 초기 단계에서는 건축물을 구성하는 요소들의 위치 정보를 통한 간섭 여부와 요소에 포함된 물량과 같은 속성 정보를 확인한다. 이후 시간과 비용을 매개변수로 입력해 4D 시뮬레이션을 하고, 관리 이력을 DB(Database)화하여 유지 보수에 활용한다(Kim et al., 2018).
2.2 Adaptive component
Adaptive component는 패턴 기반의 커튼월(Curtain wall) 패널을 효과적으로 구성하기 위해 고안된 것으로, 단일 면으로 구성된 특정 면을 법선 벡터(Normal vector) 기반의 u, v로 분할하고, 분할된 단위 면을 구성하는 점과 선을 매개변수로 하여 특정 패널을 일괄 대입하는 개념이다. 사용자는 단위 구성 요소의 구속 조건을 정의하고 구속 조건의 매개변수를 지정하여 u, v로 분할된 면에 구성 요소를 배열할 수 있다.
Table 1은 Adaptive component의 구성 요소 및 그에 따른 정의이다.
Table 1.
Element of adaptive components
2.3 비정형 패널공사
2.3.1 현행 비정형 패널공사
현행 비정형 패널공사의 업무 프로세스는 크게 기본 설계단계, 제작설계단계, 가공 단계, 시공 단계의 4단계로 분류된다(Seo and Yu, 2016).
일반적으로 기존의 설계자로부터 설계된 형태를 제작설계단계에서 가공 및 시공이 가능하도록 수정하는 단계를 거친다. 이후 외피 분할, 평면 전개, 가공 부위 제도, 부재 마킹 부여 순으로 이루어지며, 제작 설계가 완료된 부재는 가공 단계를 통해 절단 및 가공된다. 절단 과정은 일반적으로 CNC(Computer Numerical Control) 기계를 통해 진행되며, 가공은 밴딩(Bending)과 포밍(Forming)을 통해 완료된다(Ryu and Kim, 2013).
마지막으로 가공된 부재를 반입하여 설치하는 시공 단계에서는 현장에서 구조체와 패널을 연결하는 스페이스 프레임을 고정해둔 후 가공된 패널을 반입한다. 패널의 본 설치는 스페이스 프레임 위에 패널을 시공 도면에 따라 볼트 체결하며 조립한다. 가공된 비정형 패널은 평판 패널과 달리 현장 제단 및 재가공이 어렵다. 이에 위의 전반적인 과정을 통합 관리하지 않으면 현장 내 오차가 발생하거나, 제조 과정에서 제조 오류, 설계 의도 저해의 문제가 발생한다(Ryu, 2013).
2.3.2 비정형 패널설계 최적화
비정형 건축물의 외피는 기하학적으로 자유로운 곡선으로 구성되어 있으며 이는 곡률이 크고 많을수록 제작 및 시공에 어려움이 있다(Kwen et al., 2011). 비정형 패널공사의 경우 원자재 가공 기반이기 때문에 이러한 기하학적으로 복잡한 형태는 제작 및 시공이 가능한 형태와 크기로 분할해야 하는데 이를 패널화(Panelization)라 한다(Piegl and Tiller, 2002).
패널화는 외피를 단순히 분할하는 행위가 아니라 시공성, 경제성, 심미성 등의 요인에 의해 결정해야 하는데 이러한 요인은 복합적으로 고려되어야 하며 비정형 형태의 수학적 해석이 요구된다. 이에 설계자의 의도를 구현하며 동시에 시공성과 경제성을 증진시키기 위한 과정을 최적화(Optimization)라 한다(Shelden, 2002).
최적화 과정은 목적하는 기준 가치(Value)에 따라 그 프로세스와 내용이 다르다. 최적화 과정에 사용되는 메타휴리스틱(Metaheuristics) 알고리즘은 무작위 검색과 자연계의 생물학적 또는 물리적 특성을 원리로 차용하여 검색을 수행한다(Glover and Kochenberger, 2003). 본 연구에서 최적화 과정으로 활용하는 유전알고리즘을 차용한 라이노 그래스호퍼의 API로 제공되는 Galapagos가 그 대표적인 예이다.
본 연구의 패널설계 최적화는 패널의 Loss 비율과 외피설계에 사용되는 패널의 개수, 변형률을 모두 고려한 최적화가 필요하며 이에 다중목적 최적화(Multi Objective Optimization, MOO)를 위한 솔루션이 필수적이라고 볼 수 있다. 또한, 비정형 외피의 패널설계 최적화를 위하여 3D 비정형 외피 모델과 최적화 알고리즘을 연동시켜야 했다. 이에 본 연구에서는 Rhino 프로그램의 VPL(Visual Programming Language) API인 Grasshopper를 사용하여 최적화 알고리즘을 작성하고, 유전알고리즘 API인 Galapagos를 적용하여 최적화된 패널설계 알고리즘을 구축하고자 한다.
2.3.3 비정형 패널공사 설계단계 한계 요인
전문가 인터뷰를 통해 도출해 낸 현행 국내 중소규모 비정형 패널공사에서의 한계점은 설계, 제작, 시공이 분리 진행된다는 것에 있는 것으로 파악되었다. 통합관리 프로세스의 부재 및 현행 건설산업의 업무 흐름에 의한 한계로 건축물의 품질을 해치거나, 공사 도중 물량 변동의 원인이 된다. 품질 저하 및 한계 요인 발생 지점을 단계별로 구분하면 아래와 같다.
비정형 패널공사의 경우 설계단계의 성과품을 기준으로 제작과 가공이 진행되기 때문에 설계 결과물의 수준이 매우 중요하다. 기본 설계 단계에서의 성과품은 제작자에 의해 제작 설계단계를 거치게 되며 이 과정에서 충분한 검토와 관리가 필요하다.
먼저, 설계자에 의해 생산된 3D 모델은 일반적으로 두께가 없는 단일 면으로 구성되어 있다. 하지만 실제 가공되는 모든 부재는 각각의 두께를 가지고 있고, 두께가 고려되지 않고 설계된 형태는 누적 두께로 인해 부재간 간섭이 발생하거나, 산정된 최초 물량에 필연적으로 오류가 발생하는 요인으로 작용한다(Lim, 2013).
다음으로, 제작을 위해 분할된 패널 중 양방향의 곡선을 가진 패널의 경우 제작이 불가하거나, 제작에 투입되는 비용의 문제로 인해 한 방향의 단일 곡면으로 변경해야 한다. 이는 설계 의도 구현에 유리한 방향으로 곡면을 단순화하여 형상을 1방향으로 단순화하는 과정으로, 이 과정을 통해 비정형 형상은 초기 설계 형상과 다르게 도출된다(Lim and Ock, 2014).
2.3.4 비정형 패널공사 시공단계 한계 요인
시공단계의 한계 요인은 발주 방식에서 발생한다. 중소규모 비정형 패널공사는 지정된 공기를 맞추기 위해 이미 설계된 설계 도서를 바탕으로 가공이 필요한 패널과 구조체와 패널을 접합하기 위한 스페이스 프레임을 분리하여 발주한다. 이는 구조체 자체의 오차, 설계단계 요인에서 언급한 제작 설계 시 변동되는 외피의 형태가 고려되지 않은 프레임이 설치되어 추후 가공된 패널의 현장 조립 단계에서 패널과 부자재간 간섭이 발생하거나 세밀한 오차가 누적되어 최종 접점에서 매우 큰 오차를 발생시킨다(Ryu and Kim, 2016). 이를 극복하기 위해 최근 3D scanning 기술을 접목해 현장 구조체의 형상을 파악하는 방법이 활용되고 있다(Kim et al., 2015). 하지만 단순 한 가지 요소의 투입 및 관리가 아닌 전 과정을 통합적으로 관리해야 할 필요성이 요구된다.
3. BIM 매개변수 활용 프로세스 도출
3장에서는 이론적 고찰을 통해 도출해낸 현행 비정형 패널공사의 프로세스로부터 야기되는 시공 품질 저하 요인을 해결하는 개선 프로세스를 도출하고자 한다. Table 2는 각 요인과 본 연구에서 제시하고자 하는 해결 방안이다.
Table 2.
Limiting factors and solutions
3.1 비정형 패널공사 프로세스 개선방안
현행 비정형 패널공사의 프로세스의 문제점은 크게 설계적 요인과 시공적 요인으로 분류되었다. 먼저 시공적 요인은 설계적 요인에 의존적이고 시공 시 작업자의 영향과 같은 불규칙적이고 표준화 어려운 요소가 포함되어 있기에 설계적 요인의 해결을 주목표로 한 개선 프로세스를 도출하였다.
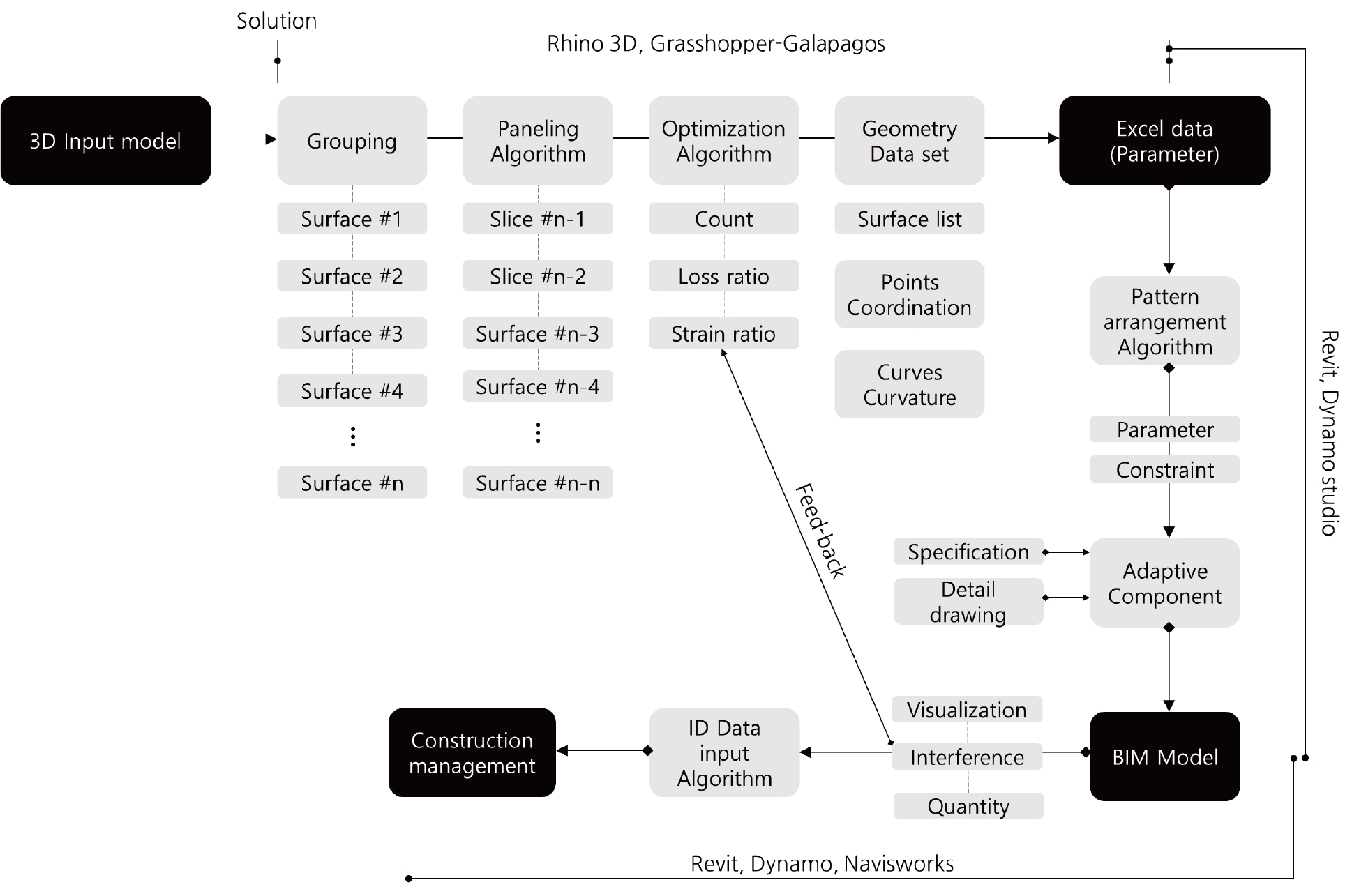
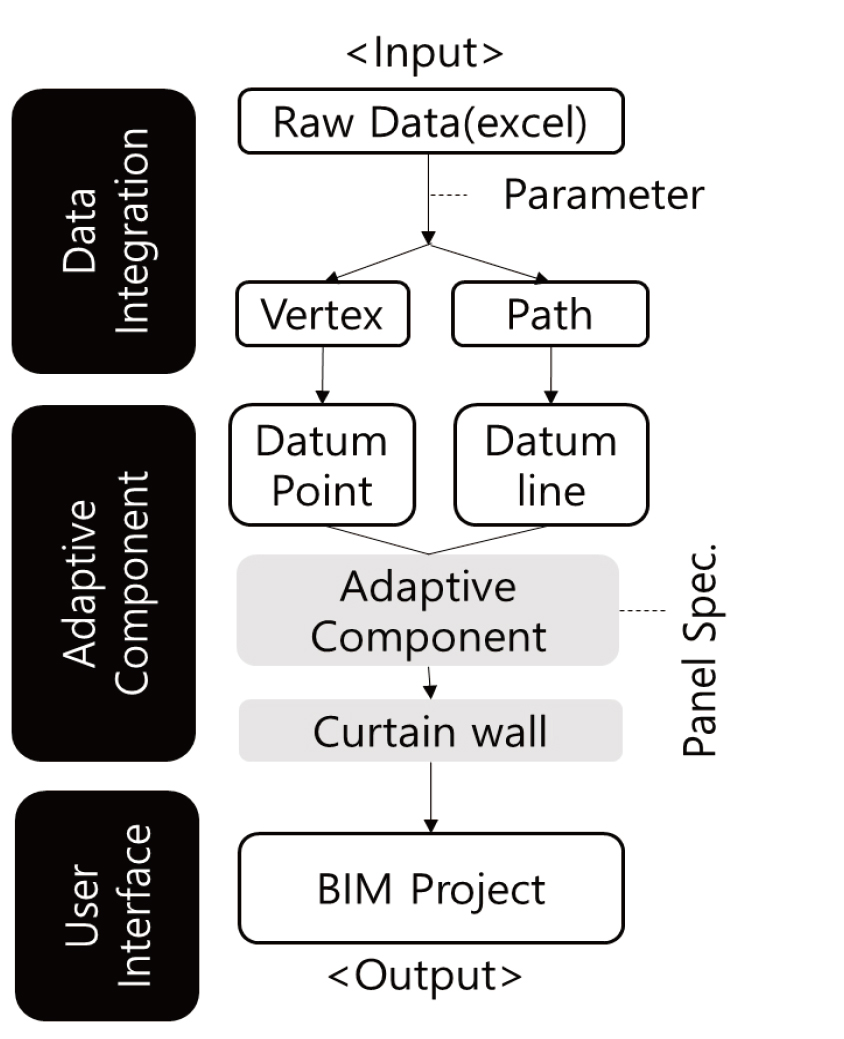
Figure 1은 본 연구에서 제안하는 비정형 패널공사의 개선 프로세스 개념도이다. 본 연구에서 채택한 방법론은 형상 정보와 속성 정보의 데이터 특성을 효율적으로 처리할 수 있는 소프트웨어를 선정하고, 엑셀 및 프로그래밍을 통해 두 프로그램을 연계하였다.
먼저 설계자에 의해 생성된 3D 형상 데이터의 활용 방안으로는 Rhino3D를 통한 자동화 알고리즘을 도출하였다. Rhino3D는 NURBS(Non-Uniform Rational B-Spline) 엔진 기반의 소프트웨어로, VPL(Visual Programming Language)인 Grasshopper를 활용하여 파라미터 기반의 형상 데이터의 수정과 생산이 용이하다는 특징이 있다. 따라서 이를 활용하여 설계자가 제공하는 3D 형상의 제작 및 시공이 가능하도록 최적화한 후 원재료의 Loss 비율을 최소화하는 자동 패널화 알고리즘을 개발하였다. 이후 알고리즘을 통해 취득한 단위 패널 형상 정보의 집합을 좌표계를 기반으로 하여 엑셀 데이터화하였다.
엑셀로 추출된 형상 정보의 좌표 데이터는 각 패널의 개별적인 위치 데이터를 포함하고 있다. 또한, 각 패널은 표준 상세도서에 의해 패널별 공통적인 접합 부자재의 위치 정보를 특정할 수 있다. 이는 공통사항이기에 형상 기반 매개변수로 채택할 수 있다는 이점이 있다. 즉, 스페이스 프레임과 그에 따른 패널 접합 볼트 및 앙카류는 패널데이터를 기준으로 그 위치와 형태를 특정할 수 있고, 정보간 관계를 규정한다면 패널에 따른 부자재를 효과적으로 BIM 모델화 할 수 있다. 본 연구에서는 이 위치 정보를 Revit의 Adaptive component의 매개변수로 채택하였고, Adaptive component를 기반으로 형상 정보의 BIM 전환 및 상세 모델링 자동화 프로세스를 도출하였다. 이 과정은 Revit의 VPL인 Dynamo를 활용하였다.
3.2 형상 최적화
설계단계를 통해 생산된 비정형 건축물의 외피는 임의의 곡률을 가진 단일 면(Surface)으로 구성되어 있다. 이는 실제 부자재의 두께 정보가 포함되어 있지 않고, 양방향의 곡률을 가진 경우 제작 및 시공이 불가하거나 가공에
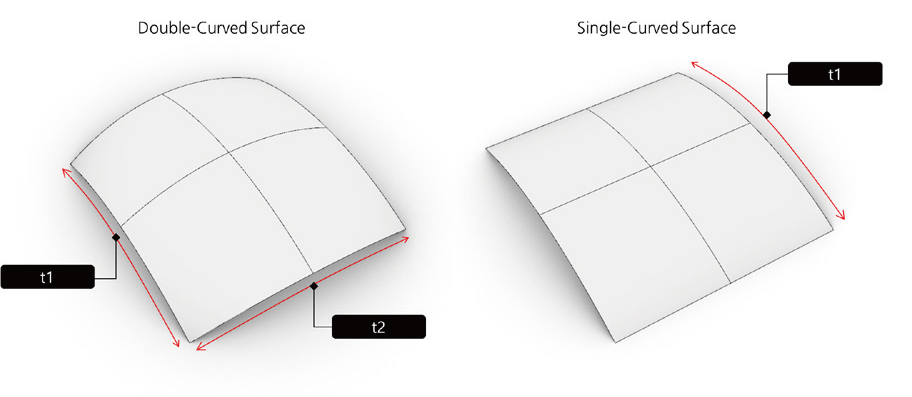
투입되어야 하는 비용이 증가하기 때문에 이를 한 방향의 곡률을 가진 곡면으로 전환하는 과정인 패널 최적화를 하여야 한다(Shelden, 2002). 동대문 디지털 프라자(DDP)의 경우 양방향 곡률을 가진 곡면 패널을 생산하기 위해 수많은 핀의 높이를 제어해 평면 판재를 곡면화 하는 MPF (Multi Point Forming) 기술을 활용하였다. 하지만 이는 국내 생산 시스템의 부족 및 비용적 측면의 부담으로 인해 중소규모 비정형 패널공사에서는 활용하기 어려운 실정이다. 따라서 이러한 형태를 단일 방향의 곡률을 가진 곡면으로 단순화하는 과정을 거쳐야 한다. 이에 두 가지 이상의 곡률 중 최적화에 선정되는 한 가지의 곡률은 건축물의 전반적인 형상의 변화율과 시공성 및 제작 효율의 복합적인 요소를 고안하여 설정된다.
Figure 2는 양방향 곡면과 단일 방향 곡면의 예시이다. 설계자에 의해 생성된 외피의 중 그림 좌측과 같은 형태의 양방향(t1, t2) 곡률을 가진 곡면은 제작, 가공 및 시공이 상대적으로 어렵고, 제작에 투입되는 비용의 부담이 증가한다. 이에, 그림 우측과 같이 단일 방향(t1)의 곡률을 가진 곡면으로 단순화하는 과정을 거친다. 이때, 곡률의 크기 비교를 통해 형태의 변화가 작도록 상대적으로 작은 곡률을 제거하여 단일 방향 곡면으로 변경한다.
3.3 패널 최적화
최적화된 외형은 패널의 원자재 표준 규격 제한에 의거해 절단된다. Kim(2009)는 패널의 휨 값을 이용하는 방법을 제시했고, Kwen et al. (2011)는 패널 최적화 방안을 제시했지만, 두 연구는 서피스 분할을 위한 패널의 형태 및 크기 결정의 기준 가치(Value)를 설계자의 의도 형태로 두었다. 하지만 패널의 형태 및 크기에 따라 원자재의 절단 가공 시 폐기되는 물량이 결정되기 때문에 본 연구에서는 기준 가치를 투입 물량의 최적화 및 손실되는 원자재의 최소화로 설정했다.
비정형 건축물의 단위 곡면은 직교좌표계만으로도 표현 가능한 일반적인 건축물과 달리 두 개의 변수인 u,v가 추가되어 제어된다(Floater and Hormann, 2005). 따라서 이러한 변수를 제어하여 형상을 패널 형태 및 규격에 따라 분할하는데, 이 과정을 Grasshopper의 Galapagos를 통해 물량 손실의 관점에서 최적화하는 알고리즘을 도출했다.
Figure 3는 본 연구에서 제안하는 패널 최적화 프로세스이다.
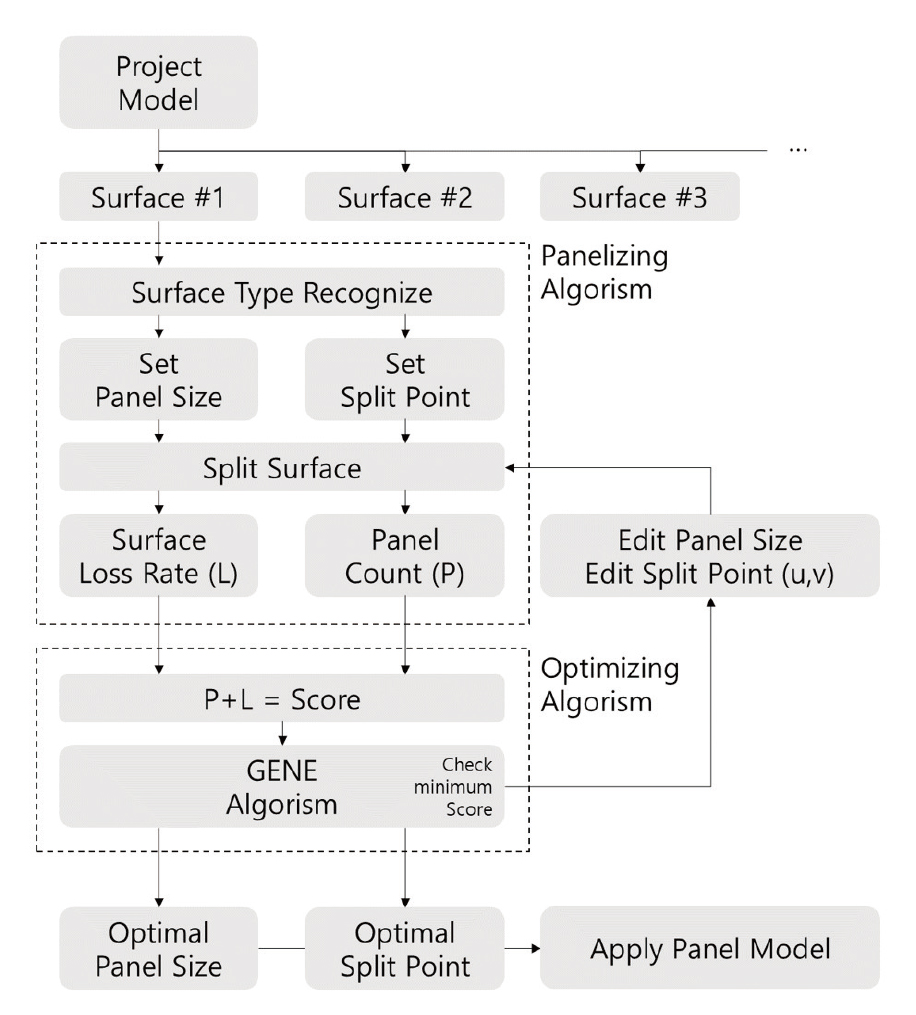
먼저 제안 프로세스는 비정형 외피 간 최적값 도출을 위해서 각 Surface 별로 나누어 계산한다. 이후 크게 두 가지 프로세스를 거치며 최적화를 진행하는데, 첫 번째로 비정형 외피에 대한 패널화를 진행한다. Project model에서 제공받은 Surface의 유형을 파악하고, 패널 사이즈와 패널라이징 절단 기준점을 설정한다. 이후 설정한 절단 기준점과 사이즈를 바탕으로 패널 절단 모델을 구축하고, 모델에서 외피 절단 모델에 사용되는 패널의 개수와 패널에서 사용되지 않는 면적을 계산한 Loss의 비율을 도출한다.
비정형 외피의 패널 개수와 Loss 비율이 결정되면 최적화 알고리즘이 최적의 패널라이징 결괏값을 도출한다. 여기에 최적화 방법으로 유전알고리즘이 사용된다. 패널라이징 알고리즘에서 받은 Loss 비율(L)과 패널의 개수(P)를 조합하여 유전알고리즘의 의사결정을 돕는 점수(Score) 값으로 제공한다. 이후 유전알고리즘은 패널의 사이즈와 패널 절단 기준점을 조정한다. 이후 다시 패널 절단 모델을 구축하고, 점수를 산정하여, 유전알고리즘으로 수정하는 방식을 최적의 결과값을 찾을 때까지 반복한다.
마지막으로 유전알고리즘을 통해 최적의 결괏값이 도출되면 그에 대한 패널 사이즈와 패널 절단 기준점을 바탕으로 최종 패널 절단 모델을 완성한다. 본 과정에서 추가로 고려한 사항은 패널 접합을 위한 절곡 부위 및 절곡 시 고려되는 연신율을 투입했다.
3.4 형상 정보 DB화
분할된 패널 간의 경계선은 형상 기반의 자재인 스페이스 프레임의 중심선 및 길이, 보강재(Stiffener)의 위치, 접합 부자재의 위치 등 여러 가지 정보로 해석할 수 있다. Rhino3D에서 생성된 단위 패널의 형상 데이터를 매개변수화 하여 Adaptive component 모델의 매개변수로 입력하기 위해서 소프트웨어 간 데이터를 연결해야 한다.
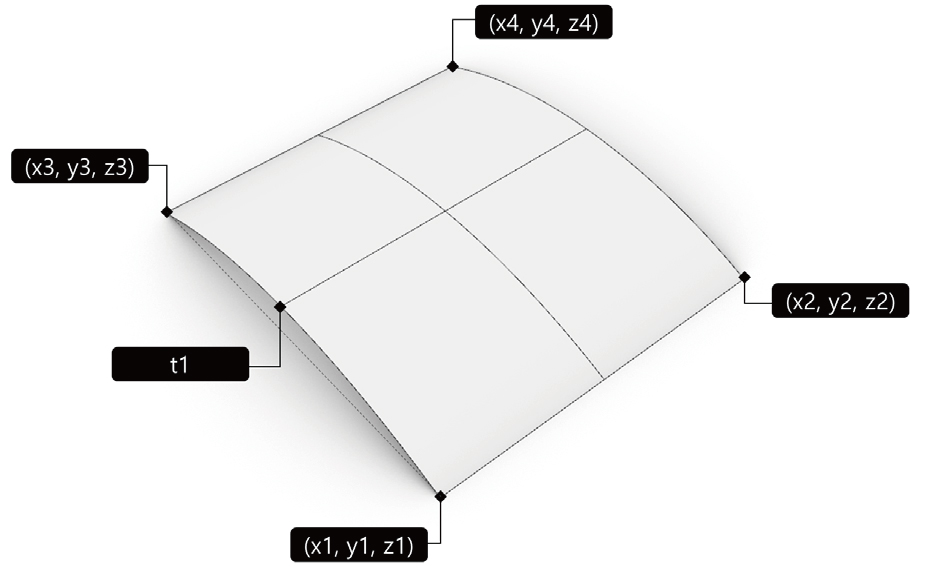
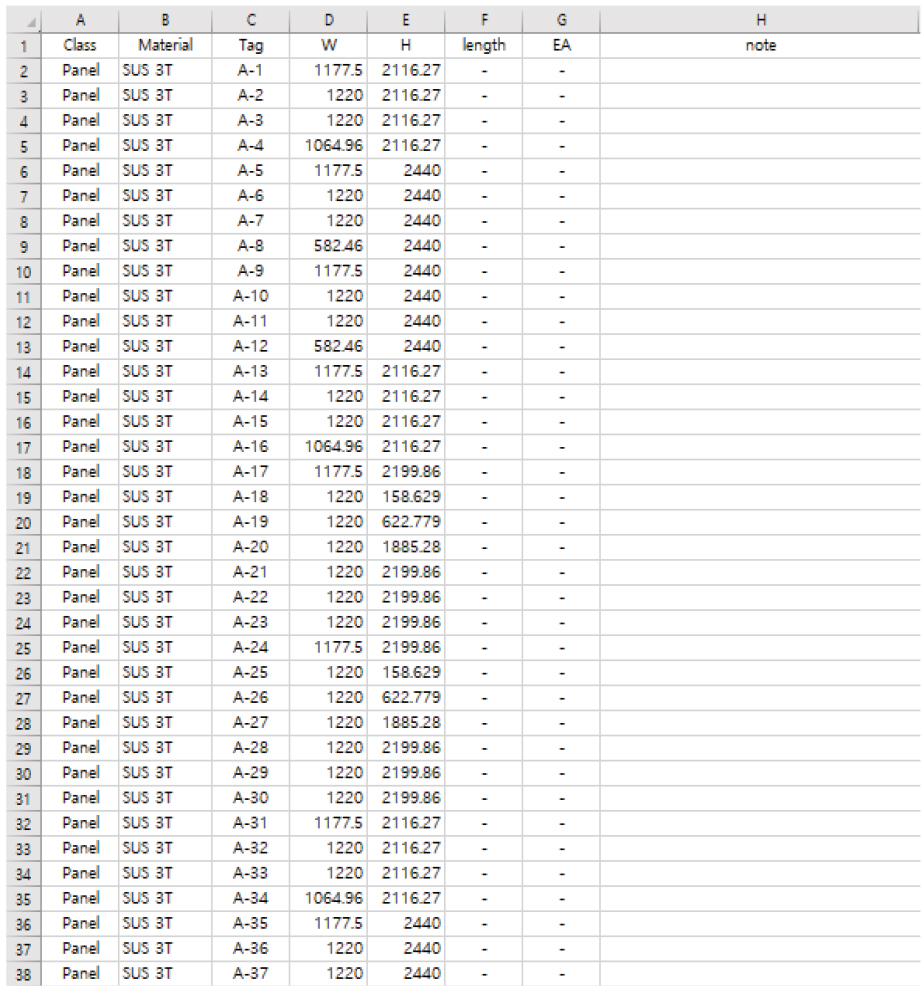
Figure 4과 같이 형상 데이터는 좌표계를 기준으로 한 점 집합의 3차원 좌표(X, Y, Z)와 점을 연결하는 곡선의 곡률 t로 표현된다. 또한, 매트릭스 리스트로 구성된 데이터는 엑셀로 추출할 수 있으며, Revit에서는 엑셀 데이터를 매개변수로 취득할 수 있다. 따라서 본 과정을 통해 형상 데이터를 엑셀 데이터로 DB화하여 Adaptive component의 기준 데이터를 작성했다.
3.5 매개변수 연동 및 Adaptive component
형상 데이터를 매개변수화 하여 BIM 모델과 연동하면 모델 공간 내에서 형상을 구현하고 공종간 간섭을 검토하며 투입되는 자재의 물량을 산출하는 등 BIM 관리가 가능할 것으로 기대된다. Adaptive component는 단위 패널의 구성 규칙만을 규정 및 관리하여 프로젝트에 입력하면 형상을 기반으로 모델링되는 원리이다(Jung, 2019). 이는 단위 패널에 투입되는 부자재의 위치 및 간격 등의 연산 수식을 통해 모델링 자동화와 설계 변경에 유연한 대처 및 시공 관리에 활용할 수 있다.
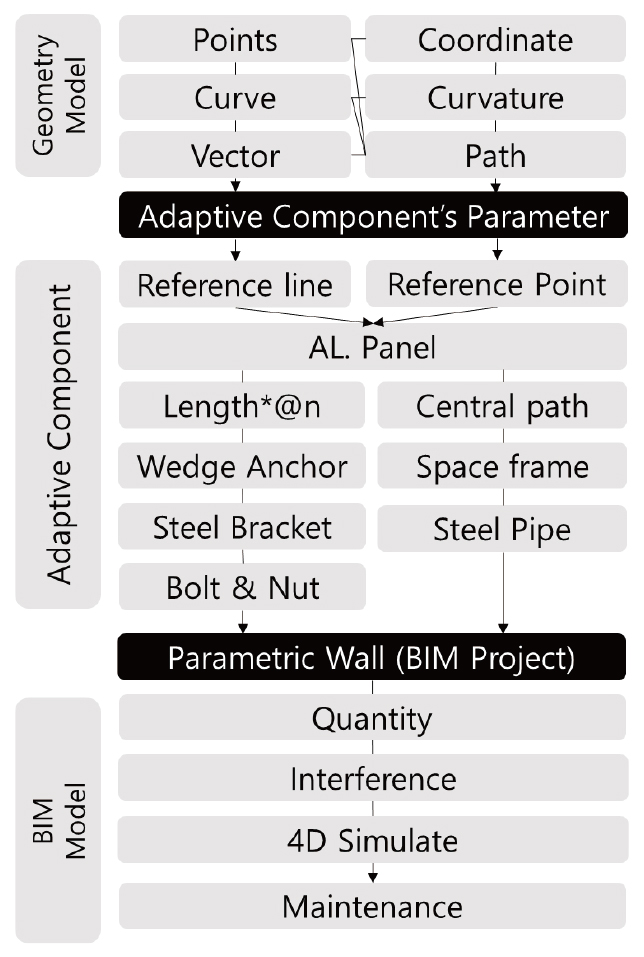
Figure 5은 매개변수 간의 관계 규정 및 이를 통해 도출할 수 있는 정보를 나타낸다.
본 과정에서 소프트웨어 간 데이터 연계는 패널의 개별적인 BIM 모델전환을 위해 각 패널의 형상을 제어하는 주요 매개변수로 Excel로 추출하였다. 이후 Excel의 데이터를 Adaptive component의 매개변수와 연계하여 BIM 데이터화 하였다.
3.6 관리 측면에서 BIM DATA 활용 방안
전환된 BIM 모델은 시각화, 간섭 검토, 물량 산출, 시공 시뮬레이션 등 다양한 방식으로 활용될 수 있다(Kim et al., 2014). 특히, OSC(Off-Site Construction)를 기반으로 하는 비정형 패널공사의 경우, 공사에 투입되는 패널의 설치 위치가 정해져 있고, 현장 체결 시 건식 공법을 기준으로 하기 때문에, 각 패널의 독립적 관리가 필요하다. 이러한 관리는 BIM 모델 공간 내에 구성된 패널 모델은 독립변수인 ID를 부여해 개별적인 관리를 효과적으로 수행할 수 있다. 이러한 개별 관리를 통해 단위 패널별 정보를 확인할 수 있고, 시각화 자료로 활용할 수 있으며 현장 내에서 패널이 부착되어야 할 위치 혹은 특정 위치에 부착되어야 할 패널을 규정할 수 있다. 이는 현장 설치 작업 시 위치별 패널의 분류, 작업자의 작업 편의, 단위 패널별 유지 보수의 효율을 증진한다.
4. 프로세스 적용
4.1 프로젝트 개요
3장에서는 3차원 NURBS 모델의 알고리즘 기반 패널 최적화, BIM 전환 및 통합관리 프로세스를 제시하였다. 개선된 프로세스의 활용가능성을 검증하기 위해 4장에서는 실제 비정형 패널공사가 포함된 프로젝트를 사례로 선정하였다. 프로젝트 선정 기준은 다음과 같다.
(1) 비정형 형태가 수반된 프로젝트
(2) 마감재가 금속인 프로젝트
(3) 볼트 체결 접합인 프로젝트
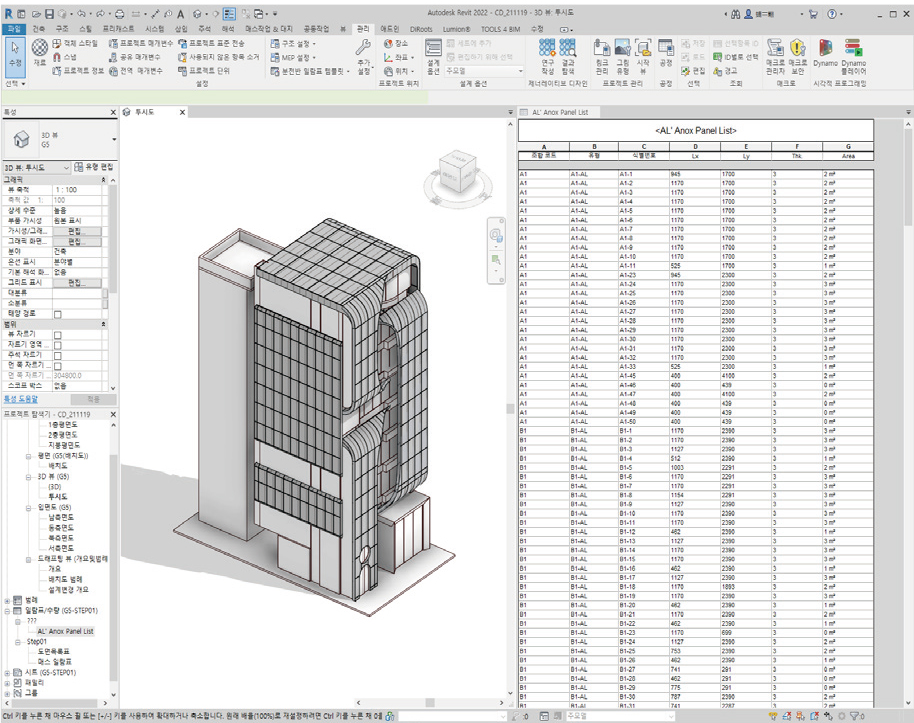
Table 3은 대상 프로젝트의 건축 개요이며, Figure 6은 해당 프로젝트의 투시도이다.
Table 3.
Project overview
| Site area | 463m2 |
| Scale | B2 ~ 9F |
| Structure | RC |
| Building area | 225.18m2 |
| Gross floor area | 1,787.24m2 |
| Exterior | Aluminum composite panel |

4.2 패널 최적화 프로세스 적용
3.3장의 패널 최적화에서 제시한 패널설계 자동화 및 패널 최적화 프로세스를 바탕으로 대상 프로젝트의 3D 원 모델을 자동화 프로그램에 입력한다. 입력된 모델은 기하학적 형태에 따라 그룹화된 Surface 단위로 분할된다. 분할된 모델은 구현한 알고리즘을 통해 최종적으로 최적화된 패널설계를 위한 형상 데이터를 추출한다. 이 과정에서 패널설계 자동화 알고리즘과 패널 최적화 알고리즘이 적용된다.
4.2.1 자동 패널화 알고리즘 적용
자동 패널화 알고리즘은 입력된 전체 비정형 형상 데이터를 건축물 부위별로 대분류하고, 제작 가공 용이성을 고려해 부위 내에서 동일 곡률 간 Surface 단위로 소분류 한다. 분류된 Surface에는 최적화 과정을 통해 특정 기준점이 생성된다. 특정 기준점은 시공성을 고려해 일반적으로 패널 나누기의 기준점으로 설정하는 각 형상의 꼭짓점을 리스트로 제한하였다. 설정된 점을 시점으로 하여 금속 원자재의 규격 및 비정형 형태를 기준으로 1차 u, v 분할이 이루어진다. 본 연구의 대상 프로젝트의 경우 총 8개의 대분류, 45개의 소분류 그룹으로 분할되었고, 최초 생성된 패널의 개수는 82개로 산출되었다.
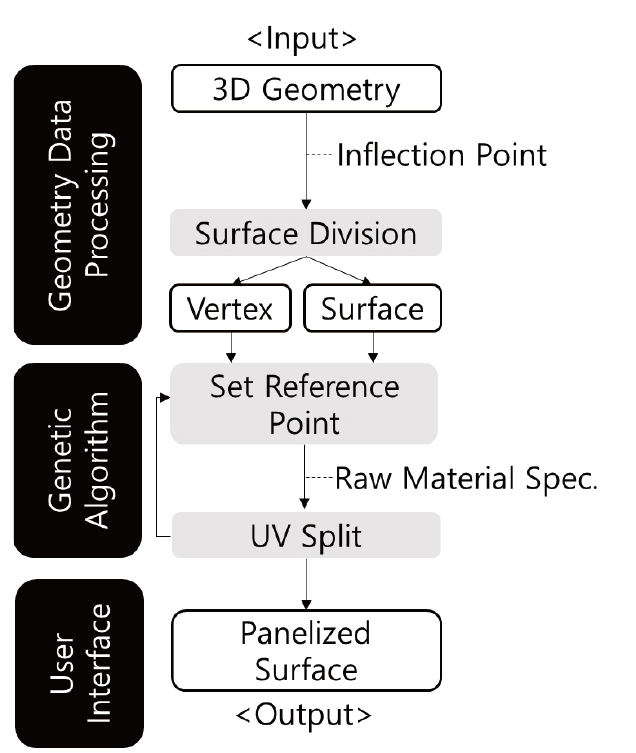
Figure 7은 본 과정에서 활용한 외피 기준점 최적화 알고리즘 Definition의 흐름도이다.
4.2.2 패널 최적화 알고리즘 적용
본 단계에서는 분할된 패널의 효율성을 고려하여 전 단계에서 생성된 패널의 기준점과 금속 원자재의 규격을 조정하여 원자재 Loss 비율을 최소화하는 최적화 알고리즘이 적용되었다.
Figure 8은 본 과정에서 활용한 패널 최적화 알고리즘 Definition의 흐름도이다.
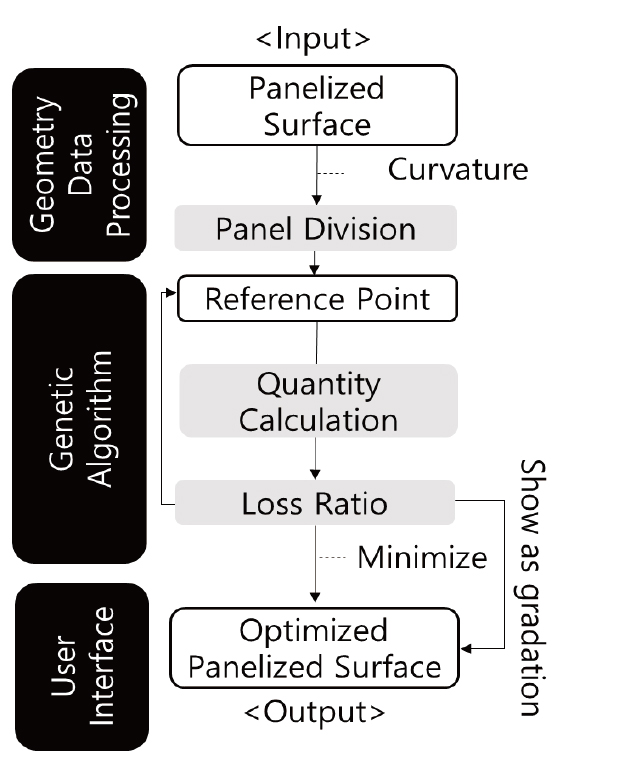
패널 최적화 알고리즘의 평가지표는 금속 원자재의 Loss 비율과 패널의 개수로 설정했다. 알고리즘 작성 소프트웨어는 Rhino 3D의 VPL API인 Grasshopper를 기반으로 활용했다. 알고리즘은 4.2.1 자동 패널화 알고리즘으로 생성된 기준점의 위치를 옮겨 산출되는 패널의 개수와 원자재 규격에 의거한 패널 손실률을 계산하여 최소화한다. 알고리즘은 주어진 형상 데이터상의 제한된 환경에서 투입 물량과 Loss 비율의 최소화를 목적으로 작동되어야 하기 때문에 grasshopper에 내장된 유전알고리즘 기반의 최적화 Add-on인 Galapagos를 활용하였다.
알고리즘의 입력값으로는 기준점의 x, y, z 좌표를 입력하였고, 출력값은 최적 원자재의 규격, 생성된 패널의 개수, 원자재 규격에 의거한 Loss 면적을 출력하도록 설정했다. 최종 결괏값으로는 평가지표인 Loss 비율과 패널의 개수를 최소화하도록 하였고, 알고리즘은 x, y, z 값을 다양하게 조정하며 얻은 결괏값 중 평가지표에 근접한 값을 저장하고, 저장된 값을 세밀하게 조정하며 최적값을 얻을 수 있었다. 구현한 Galapagos 알고리즘의 입력 및 출력 결과값과 각 데이터의 목적 구성은 Table 4와 같다. 입력값은 기준점 좌표, 표준 원자재 규격 리스트, 시방서 및 표준 상세에 의거한 부속자재 리스트로 설정했다. 출력값은 최적 원자재 규격 및 패널 개수, Loss 비율, 부속 자재 물량의 중요도에 따라 조정한 Weight 값으로 선정해 최적 결괏값을 도출하도록 설정했다.
Table 4.
Optimization data list
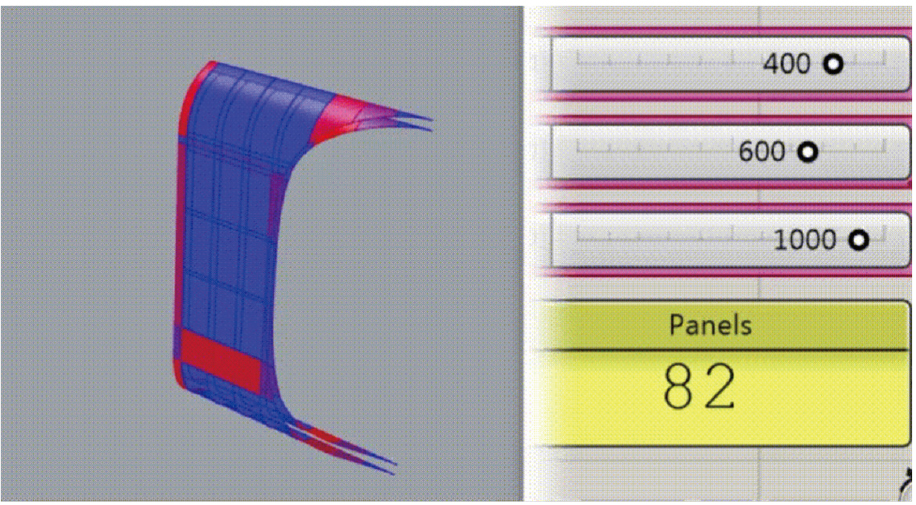
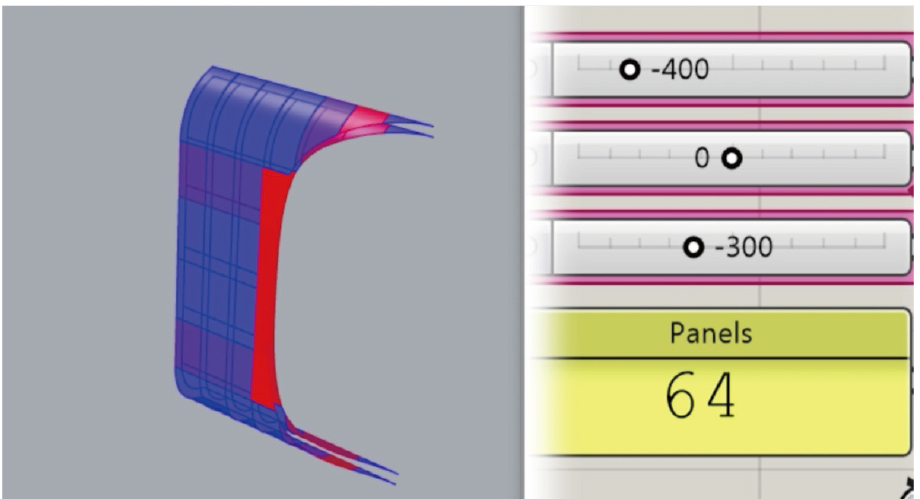
Figure 9는 4.2.1장의 자동 패널화 알고리즘의 결과이며, 초기 설정값으로 패널화를 진행한 패널의 형태와 개수를 보여주고 있다. 여기서 결과 값을 시각화하기 위해 원자재의 Loss 비율이 커짐에 따라 Blue에서 Red로 표현되도록 하였다.
Figure 10은 최적화 알고리즘의 결과로 도출된 최적화된 패널의 형태와 개수이다. 두 그림은 대분류로 분할된 그룹 중 1개소에 해당한다. 그림 좌측은 알고리즘에 투입된 3D 데이터, 우측은 Galapagos의 출력 결괏값이다. 최적화 결과 당 그룹의 경우 18개의 패널을 절약했으며, 단위면적(m2)당 0.23개, 전체 패널 개수의 21.95%의 패널을 감소하는 결괏값을 도출했다. 이를 통해 3.3에서 제시한 패널 최적화 과정이 패널설계에 미치는 영향을 확인할 수 있었다.
4.3 BIM 전환 프로세스 적용
4.2장의 패널 최적화 프로세스를 통해 최적화된 패널의 기준점, 절단 위치, 패널 분류 그룹을 BIM 모델로 전환하면 공종간 간섭 검토, 물량 산출, 시각화, 패널별 ID 데이터 입력을 통한 패널 품질 관리, 시공 시뮬레이션이 가능하다. 패널공사의 시방서 및 설계자가 요구하는 표준 상세 도면에 준하는 BIM 모델을 일률적으로 얻기 위해 Adaptive component를 활용했다.
BIM 모델링 소프트웨어로는 Revit architecture를 활용했고, 4.2장의 패널 최적화의 결과값인 Rhino 3D의 데이터를 Revit의 Adaptive component로 전환하기 위해 Excel을 통한 데이터 연동을 진행했다. 이후 생성된 BIM 모델 공간 내 패널데이터를 관리하기 위해 ID 데이터를 분류 체계에 의거해 입력하도록 설정했고, 2D 표준 상세 도서의 해석을 통한 3D BIM 설계가 수반되어야 하는 Adaptive component 단위 모델링을 제외한 4.3의 전 과정을 Revit의 VPL API인 Dynamo studio를 통해 자동화하였다.
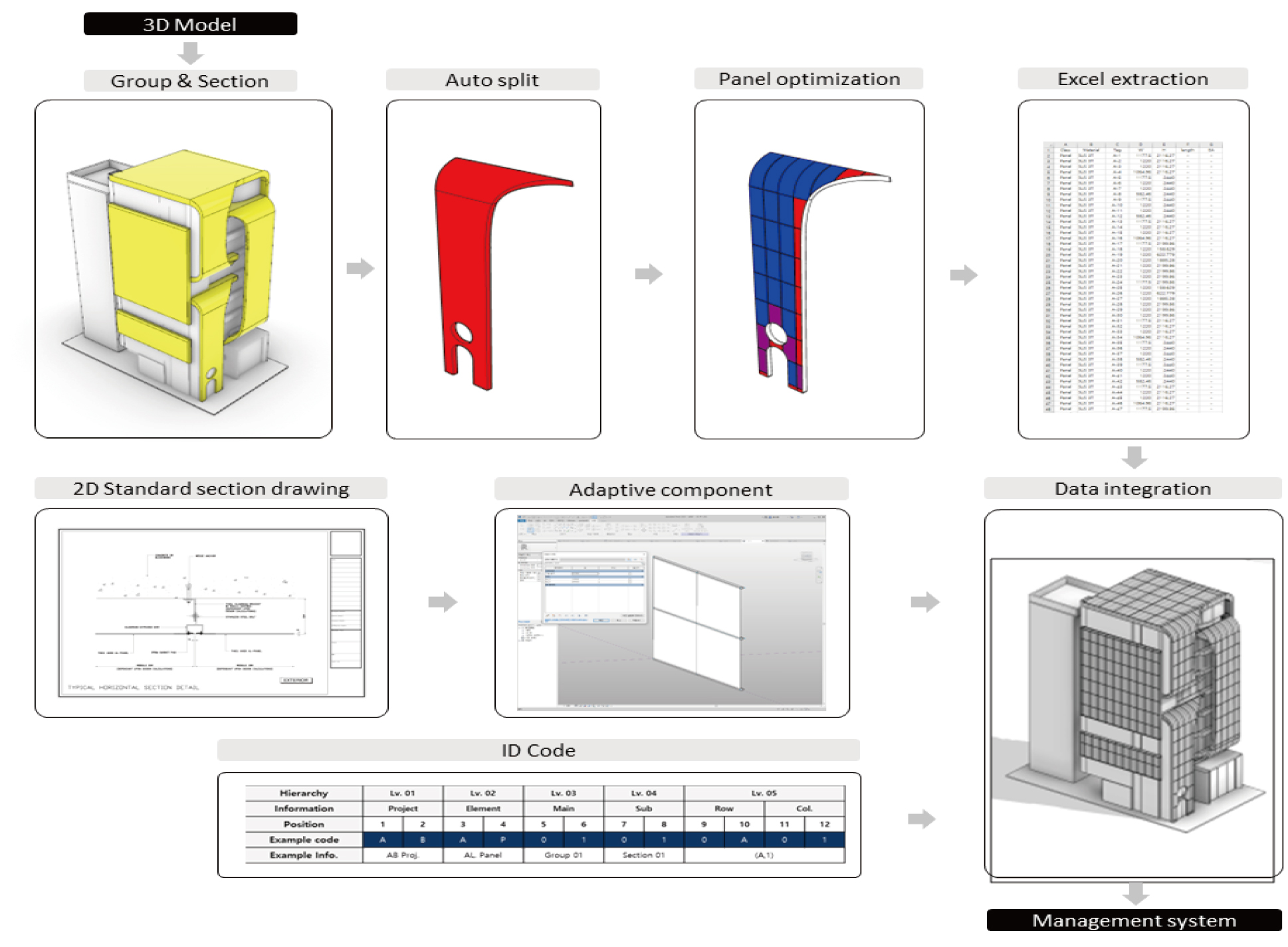
Figure 11은 4장의 프로세스 적용 흐름 및 주요 과정별 데이터 리스트이다.
4.3.1 Adaptive component 설계
4.2.2의 패널 최적화 알고리즘 결괏값인 최적화된 절단 기준점, 패널 간 절단 경계 중심선은 BIM 전환의 기준이 되는 형상 데이터이기 때문에 위 값을 형상 기반으로 작동되는 Adaptive component의 매개변수와 구속 조건으로 설정했다.
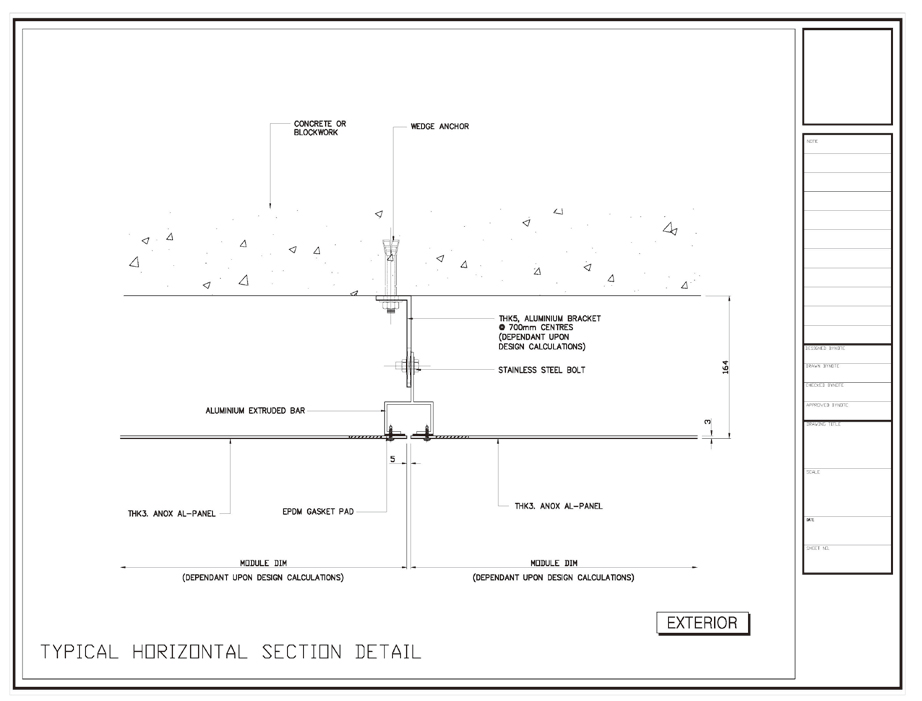
Figure 12는 패널설계 전문 업체가 제공한 표준 접합 상세 2D 도면이며, Figure 13은 이를 Revit의 형상 기반 Adaptive component family 및 그에 따른 매개변수 구속 조건을 설정한 예시이다.
Adaptive component는 기준점과 기준선을 중심으로 표준 단면 상세가 모델링 되도록 하였다. 이때 단면상 스페이스 프레임이 따라가는 방향은 시공성 및 전문가 인터뷰에 따라 4.2에서 도출된 최적 패널 외곽선 중 단위 패널의 장방향으로 설정하였으며, 브라켓, 앙카류와 같이 규격화된 기성재가 일정 간격으로 배치되는 경우 매개변수간 간단한 수식을 활용해 데이터의 길이에 따라 모델링 되도록 설정하였다.
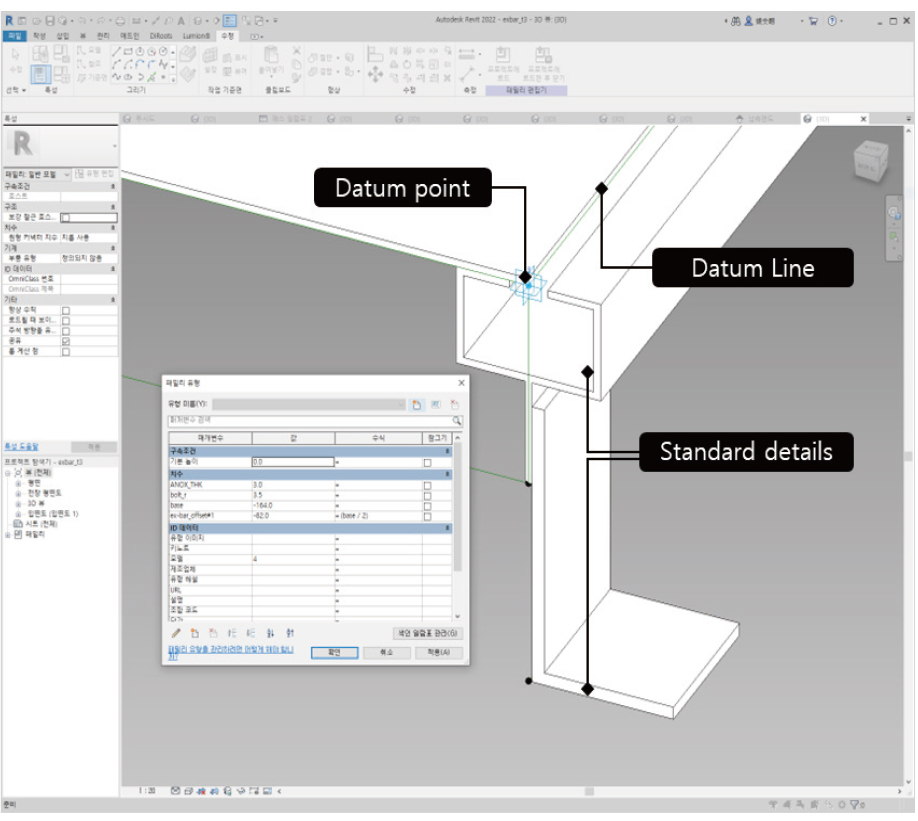
본 과정에서의 기준 매개변수는 좌표값, 절단선이며, 이에 구속되어 구동되는 매개변수는 표준 단면상세, 시방서에 의거한 긴결재 배치 간격, 단면의 기준 길이 방향이다. 이후 Rhino3D에 구현된 최적 패널의 형상 데이터를 Adaptive component의 기준 매개변수와 연동하기 위해 Figure 14와 같이 Grasshopper의 간단한 알고리즘을 통해 정해진 Excel sheet로 추출하였다. 이때, Rhino3D와 Revit이 공유하는 좌표계를 동일 원점 기준으로 작동하도록 사전에 원점 및 좌표체계를 정의하였다.
4.3.2 BIM Model 전환
Excel로 추출된 데이터를 Adaptive component의 매개변수로 입력하기 위해 Dynamo studio를 활용한 간단한 알고리즘을 사용했다. 또한, 위 과정을 사용하는 사용자의 UI, UX 개선을 위해 이를 Dynamo player로 구현했다.
Figure 15는 작성한 Dynamo definition의 흐름도이다. 입력값은 Level, Excel file path, Adaptive component family이며 이를 설계한 Adaptive component-point의 관계에 따라 대응시켜 Revit project model을 결괏값으로 출력한다.
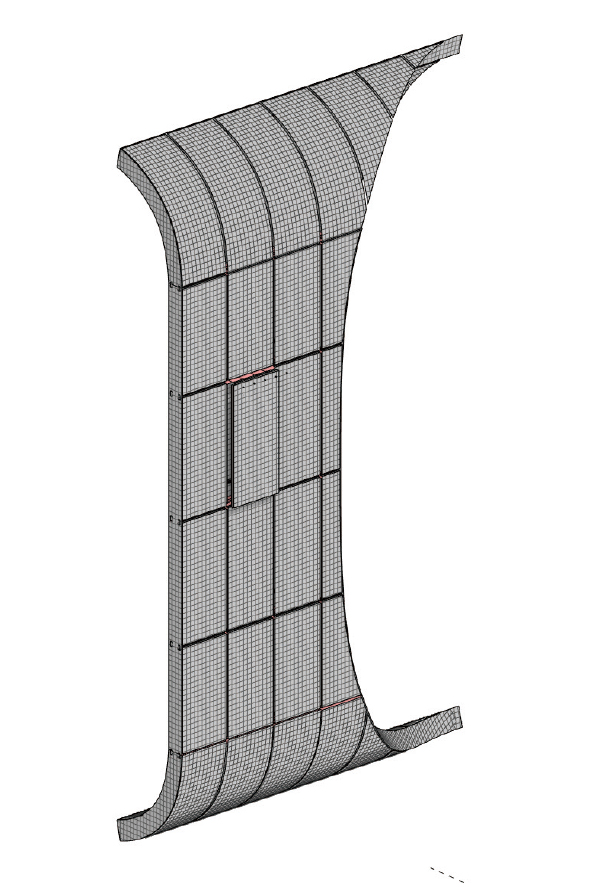
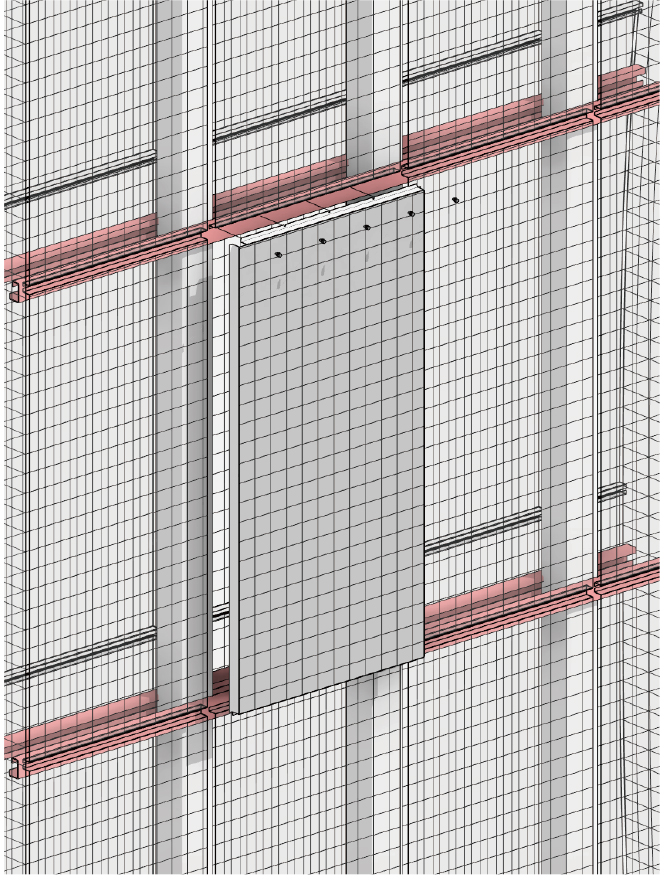
Figure 16, Figure 17, Figure 18은 4.3.2를 통해 추출한 결괏값이다. 비정형 부위를 제외한 나머지 부위는 시각화를 위해 Revit에서 별도로 모델링하였다. 이 과정을 통해 설계자가 요구하는 표준 단면 상세에 준한 패널 및 패널의 부속 자재를 일률적으로 BIM 모델화할 수 있었다.
4.3.3 BIM 데이터 시공 관리활용
전환된 BIM 데이터의 활용 방안은 시각화, 물량산출, 공종간 간섭 검토, 공정 시뮬레이션 등 다양하고, 이에 관한 기존 연구는 방대하다. 본 연구 대상은 비정형 건축물의 패널공사로 한정하고 있는바, 3장에서 비정형 패널공사에 특화된 BIM 데이터 관리 방안을 추가 도입 및 적용하였다.
ID data는 각 패널에 부여되는 고유 번호이다. ID data가 부여되면 관리자는 ID data를 통해 패널을 단위로 하여 관리할 수 있고, 추후 유지관리 및 품질검사에 활용될 수 있다. 따라서 ID data 분류 체계는 관리 효율을 기준으로 전문가 인터뷰를 통해 작성하였다. Figure 19는 Element ID이며, Figure 20은 ID code 체계이다.
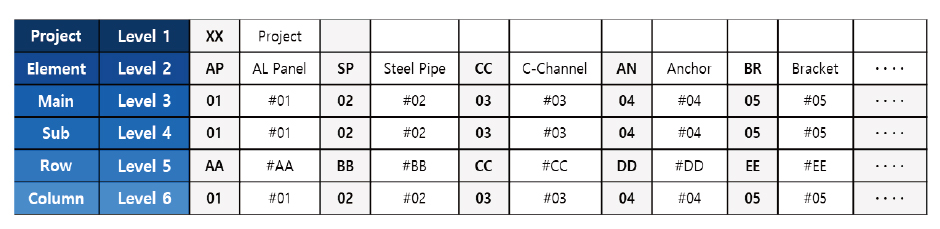
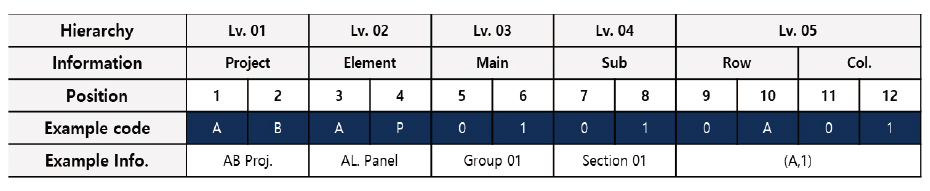
본 연구에서 제시하는 ID data의 분류 체계는 프로젝트 고유 코드를 시작으로 부재 카테고리, 대분류 그룹 번호, 소분류 그룹 번호, 행 번호, 열 번호로 구성했다. 정보별 데이터는 2개의 영문 및 숫자 코드 조합으로 설정했다. 이때 부재 카테고리는 부재의 종류이며, 대분류 그룹 번호는 4.2에서 분류한 부위별 분류, 소분류 그룹 번호는 형상별 분류 번호와 연결하였다. 또한, 행과 열 번호는 패널의 전면을 높이 및 위치에 따른 Matrix 구조로 설정했다. 이 과정 역시 Dynamo를 통해 구현 가능하며, 이는 4.3.2 과정에 포함되어 진행된다.
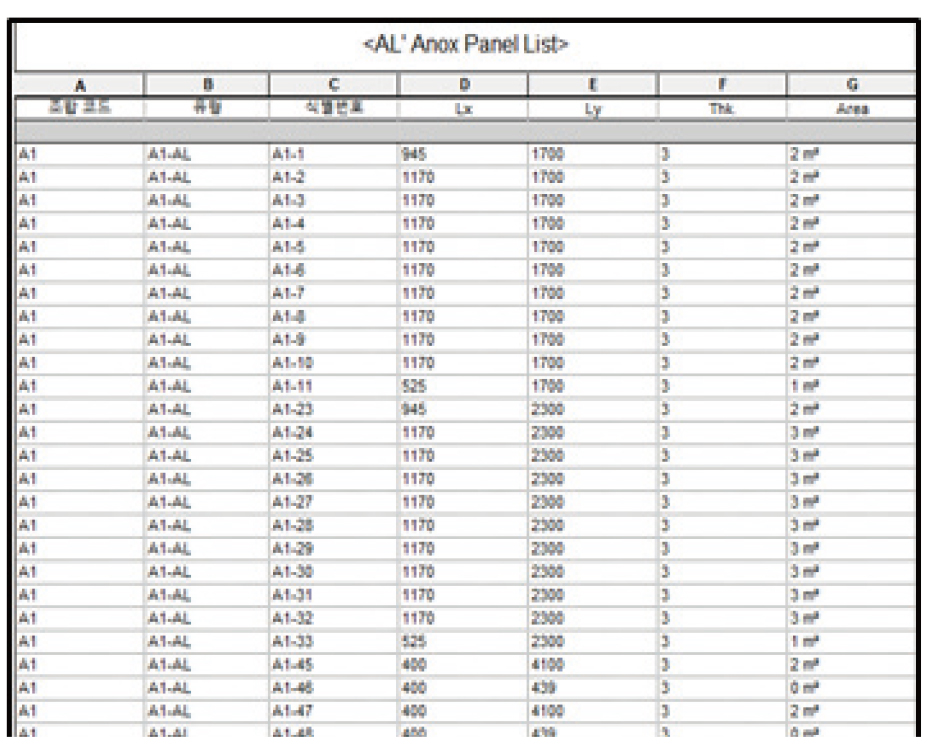
위 과정을 통하여 Figure 21과 같이 일람표를 작성 및 추출할 수 있으며, 패널별 ID 데이터는 각 패널에 일원화된 코드 부여를 통해 현장 조립 및 체결 시 확인이 가능하며, 유지 보수 및 품질 관리에 활용할 수 있다. 또한, 당 코드는 본 연구의 흐름도와 같을 경우 설계단계에서부터 일원화되는 코드이기 때문에 설계 오류 파악이 가능하고, 설계 데이터 관리에도 활용될 수 있다.
5. 결론
본 연구에서는 현행 비정형 건축물의 단계 전환 및 발주 프로세스의 문제점을 분석하고, 이를 해결하기 위한 BIM 매개변수 기반의 3D 형상 정보의 연속적 활용 프로세스를 제안하고 실증하였다.
제안 프로세스는 형상 정보를 활용한 자동 패널화, 패널 최적화, 형상 정보 DB화, Adaptive component를 통한 BIM 모델링, ID data를 활용한 BIM 모델 활용 방안으로 구축하였다. 패널 최적화 알고리즘 결과 최적 절단 기준점 산출 및 최적 원자재 규격을 도출하였다. Adaptive component 설계 결과 표준 단면 상세 및 시방서에 준하는 BIM 모델을 일률적으로 구축하였다. 또한, Excel을 통한 형상 정보의 BIM 전환 자동화 알고리즘을 통해 최적화된 패널 절단 기준점 및 절단선을 기준으로 형상 정보의 누락 없이 BIM 모델화하였다. 최종적으로 자동 전환 구축된 BIM 모델의 활용 방안에 대해 분석하였다. 분석 결과 시각화, 간섭 검토, 물량 산출, 시공 시뮬레이션과 같은 일반적인 시공 단계에서의 BIM 활용 방안 외 ID data 입력을 통한 단위 패널의 개별 관리 방안을 도출하였다.
본 연구는 기존의 비정형 패널 최적화 연구와 매개변수 기반의 BIM 정보 관리 방안 연구를 연계하여 개선 프로세스를 도출하였다는 것에 의의가 있다. 하지만 실제 적용한 프로젝트의 시공 및 유지관리 측면에서 효율성 비교 분석이 이루어지지 않았다. 이를 분석하여 고려할 경우 BIM 전환 프로세스 적용으로 도출된 BIM 모델의 관리 측면에서의 효과 및 성능을 검증할 수 있을 것으로 판단된다.
